Why ZnSe Optics Are Used in CO2 Laser Systems
A practical guide to why CVD ZnSe is commonly used for CO2 laser windows, lenses and beam control optics, with selection checks for power, coating and drawings.
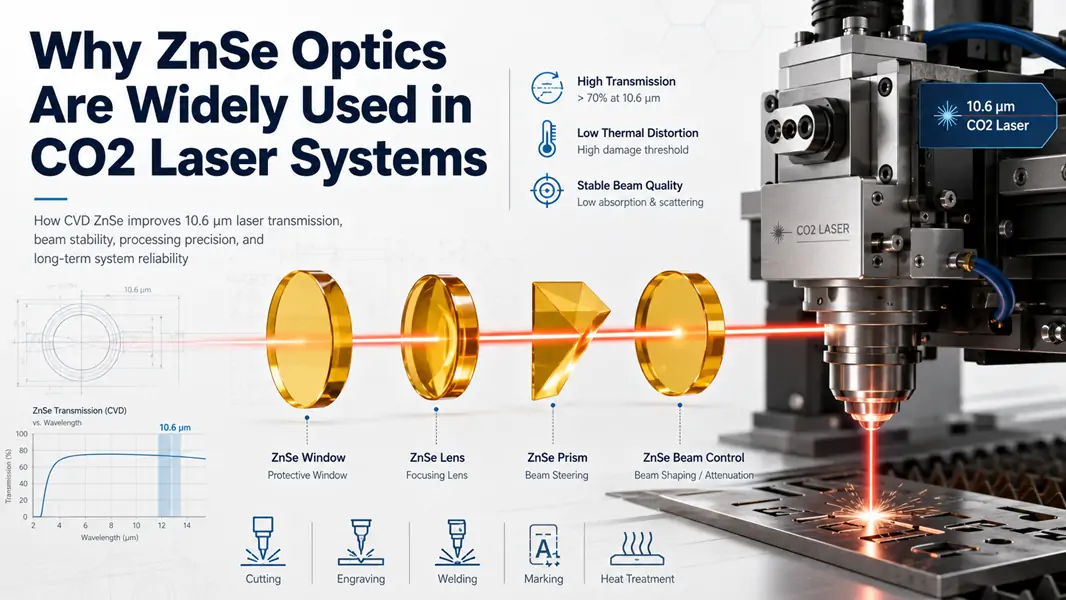
Why CO2 Laser Systems Often Use ZnSe Optics
In industrial CO2 laser cutting, engraving, welding, marking and thermal processing systems, the optical material directly affects beam transmission, focus stability, spot quality, service life and maintenance cost. A window, lens or beam-control optic that is suitable for visible or near-infrared systems may fail quickly at the CO2 laser wavelength.
CVD ZnSe is widely used for transmissive CO2 laser optics because it is a practical infrared material for 10.6 µm applications when the substrate, coating, surface quality, power density and contamination control are specified correctly. It is commonly used for protective windows, focusing lenses, prisms and selected beam-control components.
ZnSe should not be treated as a generic part number. For production laser systems, the specification must include wavelength, power condition, beam size, clear aperture, surface quality, coating, mounting method, cleaning exposure and inspection requirements.
CO2 Laser Wavelength Creates Specific Material Requirements
Industrial CO2 laser systems commonly operate around 10.6 µm, in the long-wave infrared region. Many ordinary optical glasses and fused silica materials used in visible or near-infrared optics do not transmit this wavelength effectively. The material choice must therefore start from the laser wavelength and optical function.
| Requirement | Why it matters in CO2 laser optics | Engineering review point |
|---|---|---|
| Low absorption at 10.6 µm | Absorbed laser energy becomes heat and can change focus, coating behavior or part lifetime | Review substrate grade, coating absorption, cleaning condition and power density |
| Stable transmission | Optical loss reduces delivered laser power and process repeatability | Confirm wavelength, coating band, clear aperture and inspection method |
| Thermal behavior | Thermal lensing or distortion can shift the beam waist or spot size | Review power, duty cycle, cooling, mount stress and contamination risk |
| Homogeneity and surface quality | Internal defects, surface scratches or digs can scatter energy and create local heating | Define surface quality, flatness or radius, edge condition and transmitted wavefront if required |
| Coating durability | Laser optics can fail from coating absorption, debris, smoke or cleaning damage | Specify AR coating, protective requirements, side, angle and environment |
Why ZnSe Is a Common Candidate for 10.6 Micron Optics
ZnSe combines useful infrared transmission with established manufacturing routes for CO2 laser windows, lenses and other transmissive components. CVD ZnSe is commonly reviewed when an optical path must transmit 10.6 µm laser energy while maintaining beam quality.
The practical advantages are not only material transmission. ZnSe can be polished, coated and manufactured into common CO2 laser geometries, including flat windows, focusing lenses, wedged windows, prisms and beam-control substrates. This makes it a familiar material route for laser OEMs, replacement optics and custom drawing-based components.
Key reasons engineers review ZnSe
- 10.6 µm compatibility: ZnSe is widely used for transmissive CO2 laser optics at the common industrial wavelength.
- Available component forms: It can be processed into windows, lenses, prisms and selected beam-control parts.
- Coating ecosystem: CO2 laser AR coatings are commonly designed for ZnSe substrates, but coating details must still be specified.
- Beam-quality support: Properly manufactured ZnSe optics can support stable transmission and focusing when surface quality and cleanliness are controlled.
- Custom manufacturing path: Drawing-based diameter, thickness, focal length, wedge, chamfer and coating requirements can be reviewed before production.
The important caution is that ZnSe is relatively soft compared with many visible optical materials. Handling, cleaning, coating protection, packaging and field contamination control matter.
ZnSe Protective Windows in CO2 Laser Systems
ZnSe protective windows are often used to isolate the laser path from dust, smoke, spatter, vapor, moisture and mechanical contact. They may sit near the laser output, cutting head, processing chamber or sensor path depending on the machine design.
A protective window is usually less optically complex than a focusing lens, but it is often more exposed to contamination. If debris or oil deposits absorb laser energy on the coating surface, the window can heat, distort or fail even when the substrate material is correct.
| Window factor | Why it matters | What to specify |
|---|---|---|
| Clear aperture | Prevents clipping and avoids unnecessary beam-edge heating | Minimum clear aperture, outside diameter and coating zone |
| Thickness | Affects strength, absorption, thermal mass and mounting fit | Thickness, tolerance, pressure or sealing load if relevant |
| Surface quality | Scratches, digs and debris can scatter or absorb laser energy | Surface quality grade, cleaning expectation and inspection method |
| Parallelism or wedge | Controls ghost reflection and beam deviation | Parallelism, wedge angle or acceptable reflected-beam behavior |
| Coating | Reduces reflection and supports laser transmission | 10.6 µm AR coating, coating side, angle and durability needs |
ZnSe Focusing Lenses for CO2 Laser Processing
Focusing lenses shape the CO2 laser beam into the required spot at the workpiece. Lens quality affects cut width, edge quality, engraving depth, weld consistency, processing speed and repeatability. For this reason, a ZnSe lens should be selected from the full optical system requirement, not only from focal length.
Common lens parameters include diameter, effective focal length, edge thickness, center thickness, lens form, surface quality, coating, clear aperture and mounting tolerance. In higher-power systems, contamination and coating absorption can be as important as nominal lens geometry.
Lens data to confirm
- Laser wavelength and power condition
- Beam diameter and beam quality at the lens
- Focal length, working distance and desired spot size
- Lens form such as plano-convex, meniscus or bi-convex where applicable
- Coating requirement for 10.6 µm and angle condition
- Surface quality, centering, edge condition and packaging
For related component paths, review ZnSe lenses and ZnSe lens products.
ZnSe Prisms and Beam-Control Components
CO2 laser systems may also require prisms, beam combiners, beam splitters, beam expanders or other control optics. These components can redirect, divide, combine, expand or monitor the laser path. ZnSe may be reviewed when the component must transmit or control energy at 10.6 µm.
Beam-control optics usually require closer review of angle, coating, polarization if relevant, transmitted wavefront, surface quality and mechanical reference features. A small angular or coating mismatch can create beam shift, unwanted reflection or process instability.
| Component type | Common function | Selection focus |
|---|---|---|
| ZnSe prism | Beam steering or optical path folding | Angle tolerance, coating, surface quality and beam deviation |
| Beam combiner | Combines laser path with alignment or sensing path | Wavelength split, coating design, alignment and damage risk |
| Beam splitter | Divides part of the beam for monitoring or control | Split ratio, coating repeatability, power density and reflected path |
| Beam expander optics | Adjusts beam diameter before focusing or delivery | Lens design, coating loss, alignment and thermal stability |
For related paths, review ZnSe prisms, ZnSe beam combiners and ZnSe beam expanders.
Coating and Surface Quality Are Not Optional Details
A ZnSe substrate alone does not define final laser performance. Coating, surface quality, edge condition, cleaning and packaging strongly affect field reliability. A coating that works in a low-power alignment setup may not survive a contaminated high-duty production machine.
- AR coating: Usually specified for 10.6 µm to reduce reflection and improve delivered energy.
- Protective coating: May be needed where cleaning, dust or handling risk is significant.
- Laser absorption review: Coating absorption, substrate absorption and contamination must be considered together.
- Surface quality: Scratches, digs, pits and edge chips can increase scatter and local heating risk.
- Cleaning process: ZnSe is relatively soft, so cleaning method and operator handling should be defined.
For high-power or high-duty systems, request the inspection information that matters to the application instead of relying only on a catalog name.
Common Specification Mistakes
| Mistake | Why it creates risk | Better approach |
|---|---|---|
| Specifying only ZnSe lens | The supplier cannot know focal length, diameter, coating, power condition or beam size | Provide the full lens and laser operating requirement |
| Ignoring contamination | Dust, smoke or oil can absorb laser energy and damage the coating | Define cleaning method, environment and replacement strategy |
| Using visible optics logic | Visible glass materials do not behave like 10.6 µm laser materials | Start from wavelength, absorption and laser power density |
| Choosing only by price | Low-quality coating or surface defects can increase downtime and replacement cost | Balance price with inspection, coating, packaging and consistency |
| Requesting custom parts without a drawing | Geometry and tolerances control manufacturability and quotation | Share a drawing or complete dimensional checklist |
RFQ Checklist for ZnSe CO2 Laser Optics
For a reliable quotation and engineering review, include the following information where available.
- Laser condition: CO2 laser wavelength, power, duty cycle, beam diameter and application.
- Component type: Protective window, focusing lens, prism, beam combiner, beam splitter, expander optic or custom part.
- Dimensions: Diameter, length, width, thickness, clear aperture, focal length, radius, wedge or angle.
- Optical requirements: Surface quality, flatness, transmitted wavefront, centering, parallelism and allowable beam deviation.
- Coating: 10.6 µm AR coating, one-side or two-side coating, protective coating and angle of incidence.
- Environment: Dust, smoke, oil, humidity, cooling, cleaning method, spatter exposure and operating temperature.
- Commercial data: Prototype quantity, production quantity, inspection documents, packaging and target schedule.
Related ZnSe Material and Product Paths
For material-level review, compare ZnSe material and CVD ZnSe material. For component directions, review CVD ZnSe flat windows, ZnSe windows, ZnSe lenses and ZnSe prisms.
Practical Recommendation
ZnSe is widely used in CO2 laser systems because it is a practical material route for 10.6 µm transmissive optics. It is commonly selected for windows, focusing lenses, prisms and selected beam-control components when the substrate, coating and surface quality are matched to the laser condition.
The safe selection flow is to confirm wavelength and power first, then define component function, geometry, coating, surface quality, contamination exposure and inspection criteria. Treating ZnSe optics as simple consumables can create avoidable beam instability, coating damage and downtime.
OPTOStokes-IROptical supports ZnSe windows, lenses, prisms and custom infrared optical components for laser, imaging and sensing systems. For material selection, drawing review, sample evaluation or quotation, use the contact form or email [email protected].

