Workshop Overview
The production workshop handles infrared optical components across a range of standard and custom specifications. Equipment includes machinery for shaping, grinding, polishing, and surface finishing of IR materials including CVD ZnSe, Germanium, Silicon, ZnS, and CaF2.
Process steps vary by product type and order requirements. Common stages include material preparation, rough shaping, fine grinding, polishing, and edge treatment. Each stage is handled according to the drawing, material type, and agreed tolerance level.
Capabilities in the Workshop
M Spherical Lens Processing
Plano-convex, plano-concave, bi-convex, bi-concave, and meniscus lenses.
W IR Window Production
Plano, wedged, stepped, drilled, and custom-shaped windows.
P Prism Manufacturing
Right-angle, equilateral, roof, and custom angle prisms.
B Blank Preparation
CVD ZnSe and other IR material blanks for further processing.
Equipment and Process Control
Workshop equipment supports a range of optical manufacturing steps. Grinding and polishing machines handle spherical and flat surfaces. Centering and edging equipment supports lens and window geometry. Environmental controls help maintain process consistency for sensitive IR materials.
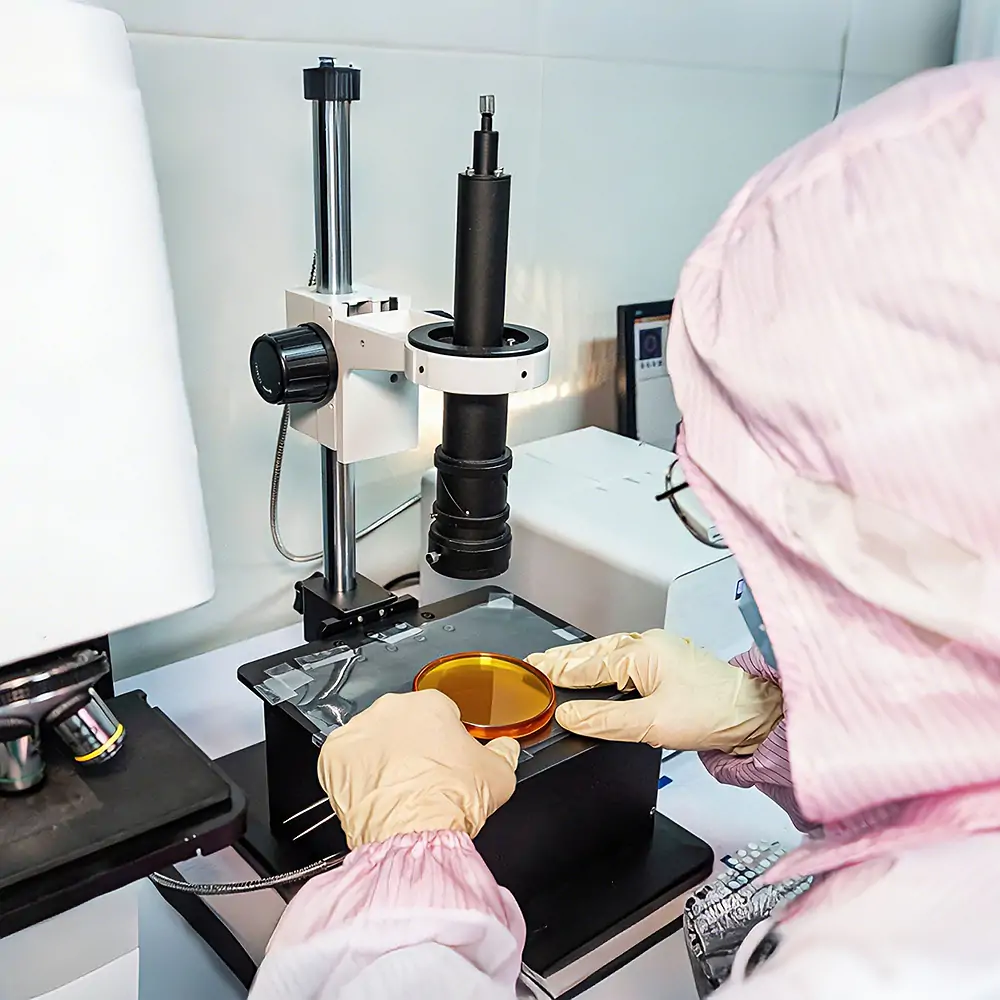
Process control is maintained through in-process checks at agreed stages. Dimensional and surface checks are performed before moving to subsequent stages, reducing the risk of out-of-tolerance progression.
Drawing-Based Custom Manufacturing
Custom parts are manufactured according to buyer drawings and specifications. Drawing review is conducted before order confirmation to confirm feasibility, tolerance achievability, and material suitability. When drawings include non-standard geometries, special tooling, or tight tolerances, a feasibility review is conducted and communicated before production begins.
Typical Process Steps
- 1 Material selection and blank preparation based on order requirements.
- 2 Rough shaping to near-net geometry using grinding or cutting equipment.
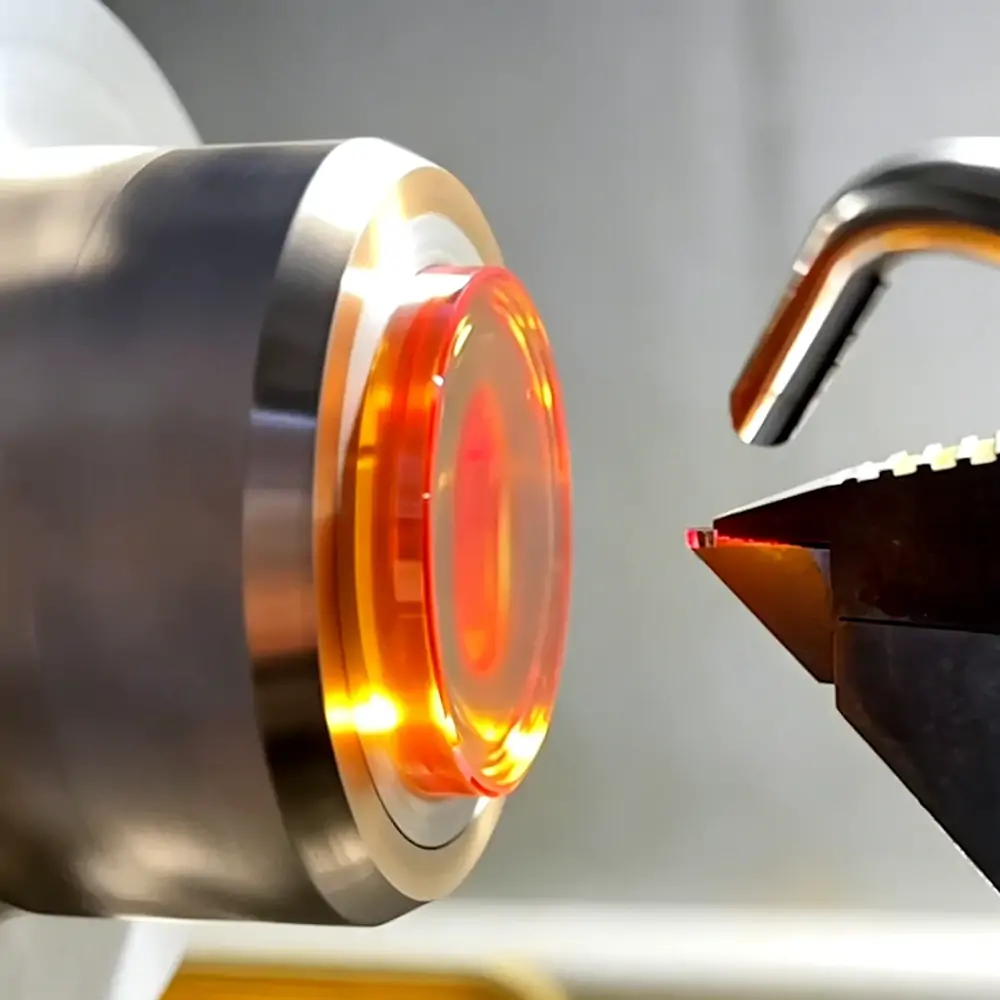
- 3 Fine grinding to achieve dimensional tolerance and surface form.
- 4 Polishing to meet surface quality and flatness requirements.
- 5 Edge treatment, centering, and chamfering as specified.
- 6 In-process dimensional and visual inspection before next stage.